
مصنوعات کی درخواست
LG-40/LG-63/LG-80/LG100 بلٹ ان ایئر پمپ ٹائپ انورٹر ایئر پلازما کٹنگ مشین موبائل آپریشن، آؤٹ ڈور انسٹالیشن اور تنگ جگہ اور دیگر صارفین کے لیے نئی مصنوعات تیار کرنے کے لیے ہماری خصوصی ہے۔ مکمل طور پر اصل پلازما آرک کاٹنے والی مشین کو تبدیل کر دیا گیا ہے عام طور پر استعمال کے موڈ کے ساتھ ایئر کمپریسر کو ترتیب دینے کی ضرورت ہے. غیر ملکی اسپیشل پاور ڈیوائسز اور جدید ترین انورٹر کنٹرول آئی سی کی ترقی اور ہائی ٹیک مصنوعات کی تیاری کا استعمال کرتے ہوئے، یہ نہ صرف کاٹنے کی موٹائی، سلٹ فنش، آرک کو انجام دینے میں آسان ہے، روایتی مصنوعات اور دیگر انورٹر کاٹنے سے بہت آگے کرنٹ کو مسلسل ایڈجسٹ کیا جا سکتا ہے۔ آلہ
1. IGBT سافٹ سوئچ انورٹر ٹیکنالوجی کو اپنائیں، چھوٹا حجم، ہلکا وزن، منتقل کرنے میں آسان، پنکھا ذہین کنٹرول، توانائی کی بچت۔
2. اعلی لوڈ کی مدت، یہ ایک موثر سامان ہے
3. درست پیش سیٹ کاٹنے موجودہ کی تقریب
4. مستحکم آرک پریشر، تیز رفتار کاٹنے کی رفتار، ہموار کاٹنے کی سطح اور چھوٹی اخترتی
5. کٹنگ کرنٹ آہستہ آہستہ بڑھتا ہے، گیس میں تاخیر روکنے کی تقریب، کاٹنے والی ٹارچ کی مؤثر طریقے سے حفاظت کر سکتی ہے
6. منفرد ہائی فریکوئنسی آرک شروع کرنے کا طریقہ CNC سسٹم میں مداخلت کو کم کرتا ہے۔
8. CNC کاٹنے والی مشین، روبوٹ میچنگ کے لیے موزوں، CNC گینٹری فریم پر انسٹال کیا جا سکتا ہے

فائدہ
پورٹیبل، توانائی کی بچت، کم شور، بلٹ ان کمپریسر مینٹیننس فری، اور تین فیز غائب فیز اور تھری فیز فالٹ فیز آٹومیٹک پروٹیکشن فنکشن، اعلی وشوسنییتا کے ساتھ۔ یہ صرف تین فیز 380V پاور سپلائی کا استعمال کرتا ہے کام کر سکتا ہے، کاٹنے کی لاگت کم ہے، سٹینلیس سٹیل، کاپر، ایلومینیم، ٹائٹینیم، کاسٹ سٹیل، الائے سٹیل، کاربن سٹیل، جامع دھات اور دیگر تمام دھاتی مواد کو کاٹ سکتا ہے۔ کٹ-40/63/80/100 ویلڈنگ کی سلاخوں کے ساتھ دستی ویلڈنگ کے فنکشن کو بھی شامل کرتا ہے، جسے ایک مشین میں استعمال کیا جا سکتا ہے۔


تکنیکی ڈیٹا:
| ماڈل۔ | LG-63Z | LG-100Z | CUT-63 | CUT-100 |
| وولٹیج | 380V±10% | 380V±10% | 380V±10% | 380V±10% |
| شرح شدہ ان پٹ کرنٹ | 12.5A | 21A | 12.5A | 21A |
| شرح شدہ آؤٹ پٹ کرنٹ | 63 اے۔ | 100A۔ | 63A/280A | 100A/350A |
| موجودہ ایڈجسٹمنٹ کی حد کو کاٹنا | 20-63A | 20-100A | 20-63A | 20-100A |
| ریٹیڈ نو لوڈ وولٹیج کاٹنا | 300V | 330V | / | / |
| شرح شدہ لوڈ کی مدت | 0.6 | 0.6 | 0.6 | 0.6 |
| کام کرنے کا طریقہ | غیر چھوا۔ | غیر چھوا۔ | غیر چھوا۔ | غیر چھوا۔ |
| ہوا کا دباؤ | 0.3--0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa |
| زیادہ سے زیادہ کاٹنے کی موٹائی | ≤20 ملی میٹر | ≤32 ملی میٹر | ≤20 ملی میٹر | ≤32 ملی میٹر |
| گیس وقفہ کا وقت | 6s | 6s | 6s | 6s |
| وزن | 38 کلوگرام | 45 کلوگرام | 45 کلوگرام | 50 کلوگرام |
| طول و عرض | 530*335*510mm | 630*335*560mm | 630*335*560mm | 700*335*560mm |
آپریشن کا طریقہ:
1. ان پٹ کیبل کو تھری فیز 380V پاور سپلائی سے جوڑیں، اور نوٹ کریں کہ ان پٹ کیبل کو جوڑنے والی پاور لائن کا سیکشن 2.5 مربع ملی میٹر سے زیادہ ہونا چاہیے۔
2. کاٹنے والی مشین کے پاور سوئچ کو بند کریں، پاور انڈیکیٹر آن ہے، اور کولنگ پنکھا کام کرتا ہے۔ فنکشن سوئچ کو "گیس کا پتہ لگانے" کی پوزیشن پر سیٹ کریں، بلٹ ان ایئر پمپ شروع ہو جائے گا، اور کٹنگ ٹارچ پر ہوا کا اخراج ہونا چاہیے۔ اگر ایئر پمپ کامیابی سے شروع نہیں ہوتا ہے، تو یہ ہو سکتا ہے کہ پاور ان پٹ کا مرحلہ غلط منسلک ہو، براہ کرم لائیو تار کی کسی بھی دو پوزیشن کو تبدیل کریں، یا یہ تین فیز غائب ہونے والا مرحلہ ہو سکتا ہے، براہ کرم چیک کریں کہ آیا پاور ان پٹ مرحلہ غائب ہے؛
3. فنکشن سوئچ کو "کاٹنے" کی پوزیشن میں رکھیں، کٹنگ ٹارچ ہینڈل کے سوئچ کو دبائیں، اور کاٹنے والی ٹارچ بھی اتنی ہی نیومیٹک ہونی چاہیے۔
4، کاٹنے والی ورک پیس کی موٹائی اور مواد کے مطابق، مناسب موجودہ اور کاٹنے کی رفتار کا انتخاب کریں۔
5. کاٹنا:
P80 نان کانٹیکٹ کٹنگ گن کے ساتھ، کٹنگ ٹارچ کو شروع کی پوزیشن پر رکھیں، نوزل کو کٹنگ ورک پیس پر لگائیں، کٹنگ ٹارچ کو 15 ڈگری آگے جھکائیں، اور کٹنگ ٹارچ ہینڈل سوئچ کو دبائیں۔ ورک پیس کے داخل ہونے کے بعد، کٹنگ ٹارچ کو حرکت دینا شروع کریں۔ کاٹنے کے بعد، ہینڈل سوئچ کو چھوڑ دیں.
6. ویلڈنگ: فنکشن سوئچ کو "دستی آرک ویلڈنگ" کی پوزیشن میں رکھیں، پلازما کٹنگ گن کو ہٹا دیں، "ویلڈنگ ہینڈل وائر" کے ساکٹ میں ویلڈنگ ہینڈل کا فوری کنکشن ڈالیں، مناسب کرنٹ کو ایڈجسٹ کریں اور ویلڈنگ شروع کریں۔




متعلقہ مصنوعات
 پلازما طاقت کا منبع غلط برانڈ
پلازما طاقت کا منبع غلط برانڈ پلازما طاقت کا منبع ہواآن برانڈ۔
پلازما طاقت کا منبع ہواآن برانڈ۔ بیرون ملک مقیم سروس منی سی این سی کاٹنے والی مشین فلپائن۔
بیرون ملک مقیم سروس منی سی این سی کاٹنے والی مشین فلپائن۔ 500W 700W 1000W cnc شیٹ میٹل فائبر لیزر کاٹنے والی مشین۔
500W 700W 1000W cnc شیٹ میٹل فائبر لیزر کاٹنے والی مشین۔ سٹیل پلیٹ اور پائپ کے لیے 500W 1000W 2000W فائبر لیزر کاٹنے والی مشین۔
سٹیل پلیٹ اور پائپ کے لیے 500W 1000W 2000W فائبر لیزر کاٹنے والی مشین۔ 1325 شیٹ میٹل پلیٹیں سی این سی پلازما کٹر۔
1325 شیٹ میٹل پلیٹیں سی این سی پلازما کٹر۔ سی این سی روٹر دھات کاٹنے والی مشین۔
سی این سی روٹر دھات کاٹنے والی مشین۔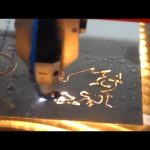 1325 سٹینلیس سٹیل پورٹیبل پلازما سی این سی کاٹنے والی مشین۔
1325 سٹینلیس سٹیل پورٹیبل پلازما سی این سی کاٹنے والی مشین۔ پورٹیبل سی این سی شعلہ پلازما کاٹنے والی مشین
پورٹیبل سی این سی شعلہ پلازما کاٹنے والی مشین کم قیمت سی این سی پلازما کاٹنے والی مشین لوہے کی چھڑی کاٹنے والی مشین دائرے کاٹنے والی مشین۔
کم قیمت سی این سی پلازما کاٹنے والی مشین لوہے کی چھڑی کاٹنے والی مشین دائرے کاٹنے والی مشین۔